
Because the working conditions of the refractory castable for water-cooled beams are very bad, the thickness is relatively thin, generally 50-60mm. It is only connected to the water-cooled beam by metal anchoring hooks. Under high-temperature conditions, it is affected by factors such as mechanical vibration, rapid cooling, and heating when the furnace is shut down. Therefore, the strength and thermal shock stability of the refractory castable for water-cooled beams and the external mechanical stress are the main factors for its damage.

Damage Mechanism and Cause Analysis of Refractory Castable for Water-cooled Beam
The damage mechanism of the refractory castable for the water-cooled beam of the heating furnace has been studied and analyzed, and it is described as follows.
-
The influence of mechanical stress and thermal stress
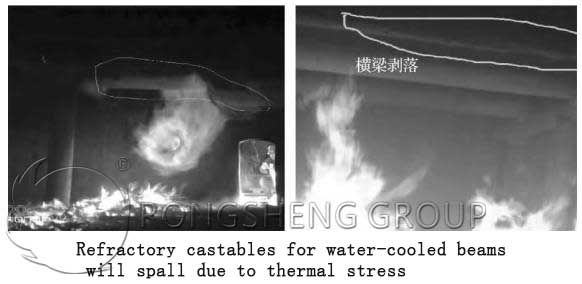
During the operation of the billet, it is affected by mechanical stress such as vibration and the pressure of the billet’s own weight, which will cause the refractory castable to fall off. Due to the difference in the expansion coefficient between the metal anchor hook and the refractory castable, the metal anchor hook has a larger expansion than the refractory castable. Therefore, in the high-temperature state, the refractory castable will crack or even fall off due to the large thermal stress of the anchoring hook expansion. In addition, during the baking process, the local temperature rises too quickly, and the refractory castable of the water-cooled beam close to the flame will peel off due to thermal stress. This phenomenon is shown in the following figure.
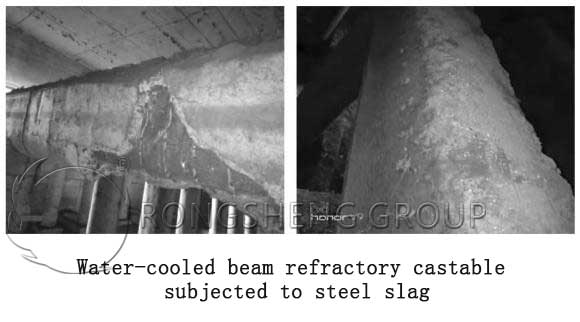
The weight of the steel billet acts on the water-cooled beam through the conduction of steel slag, causing the refractory castable to be peeled off due to mechanical stress. Due to the unreasonable design of the upper surface of the water-cooled beam and construction errors, the upper surface of the longitudinal beam of the water-cooled beam is flat or has a small slope. In the long-term use of the heating furnace, steel slag covers the upper surface of the longitudinal beams, and the pressure of the steel billet acts on the refractory castable of the water-cooled beam through the steel slag, causing the refractory castable to crack or even peel off (like it shows in the following figure).
-
The influence of anchoring hook design and welding
The metal anchoring hooks have shapes such as “Y” and “V” shapes. Their arrangement on the water-cooled beam generally requires 5 to 7 rows of paving hooks to be designed according to the thickness of the water-cooled beam steel pipe. The row spacing is ≤100mm, and the spacing between two adjacent anchor hooks in each row is ≤100mm. In actual design and construction, this method may not be strictly followed. If the row spacing is too large and the anchoring hook spacing in the same line is too large, it will affect the uniformity of the refractory castable. If the row spacing is too small and the anchoring hook spacing in the same line is too small, the anchoring hooks will be too dense, which increases the impact of the thermal expansion stress of the metal anchoring hooks on the refractory castable.
The welding of the anchor hook is very important, and it is generally required to be fully welded to the water-cooled beam. The minimum requirement is that both sides of the anchoring hook are spot welded, and the hammer will not fall off. During the construction process, some construction teams welded anchoring hooks were of poor quality, and they would fall off if they were tapped with a hammer. This would inevitably cause the refractory castable to fall off.
-
The influence of the expansion joints of refractory castables
In the construction of water-cooled beam refractory castables, the design drawings generally do not show the requirements for the retention of expansion joints. However, expansion joints need to be considered during the construction process. Due to unreasonable or no expansion joints during construction, the expansion stress generated during the heating process will cause cracks or peeling of the castable.
-
The influence of formwork during construction
According to the size designed on the drawing, the mold for pouring the water-cooled beam should be made before construction, either wooden or steel. In order to save costs, some construction teams directly wrap the water-cooled beam with about 1mm thick colored steel sheet metal as a mold, which will cause extremely adverse effects:
- ① The iron sheet is relatively thin, and the anchoring hook is directly held against it when wrapping, so the pouring thickness cannot be guaranteed.
- ②The anchoring hook directly supports the thin iron sheet. After the furnace is used for a period of time, the anchoring hook will oxidize and fall off because there is no protective layer of castable.
- ③The iron sheet is too thin to dare to vibrate or hit with a rubber hammer during construction, which will cause the porosity of the castable to be too large after molding.
- ④When the iron sheet is used to support the mold, it is easy to deform when tied with iron wire, which affects the overall aesthetics of the cast water-cooled beam.

-
The influence of self-flowing castable material for water-cooled beam
Physical and chemical indicators such as thermal shock stability and refractoriness of self-flowing castables are also key factors affecting the service life of water-cooled beams. Therefore, it is necessary to select qualified products that meet the national standards and usage requirements to ensure the service life of the water-cooled beam.
Rongsheng refractory castable manufacturer
Rongsheng is an experienced manufacturer of refractory materials. Rongsheng has solved refractory lining problems for customers in more than 60 countries around the world. For example, Thailand, UAE, Turkey, Kuwait, South Africa, Malaysia, Vietnam, Netherlands, Philippines, Singapore, Egypt, Russia, etc. Rongsheng’s advanced and fully automatic monolithic refractory production line is second to none in the industry, with an annual output of 80,000 tons. If you need to buy refractory castables for heating furnaces or want to know our Rongsheng Refractory manufacturer, please contact us. We will provide you with services according to your specific needs.





